27/12/2013
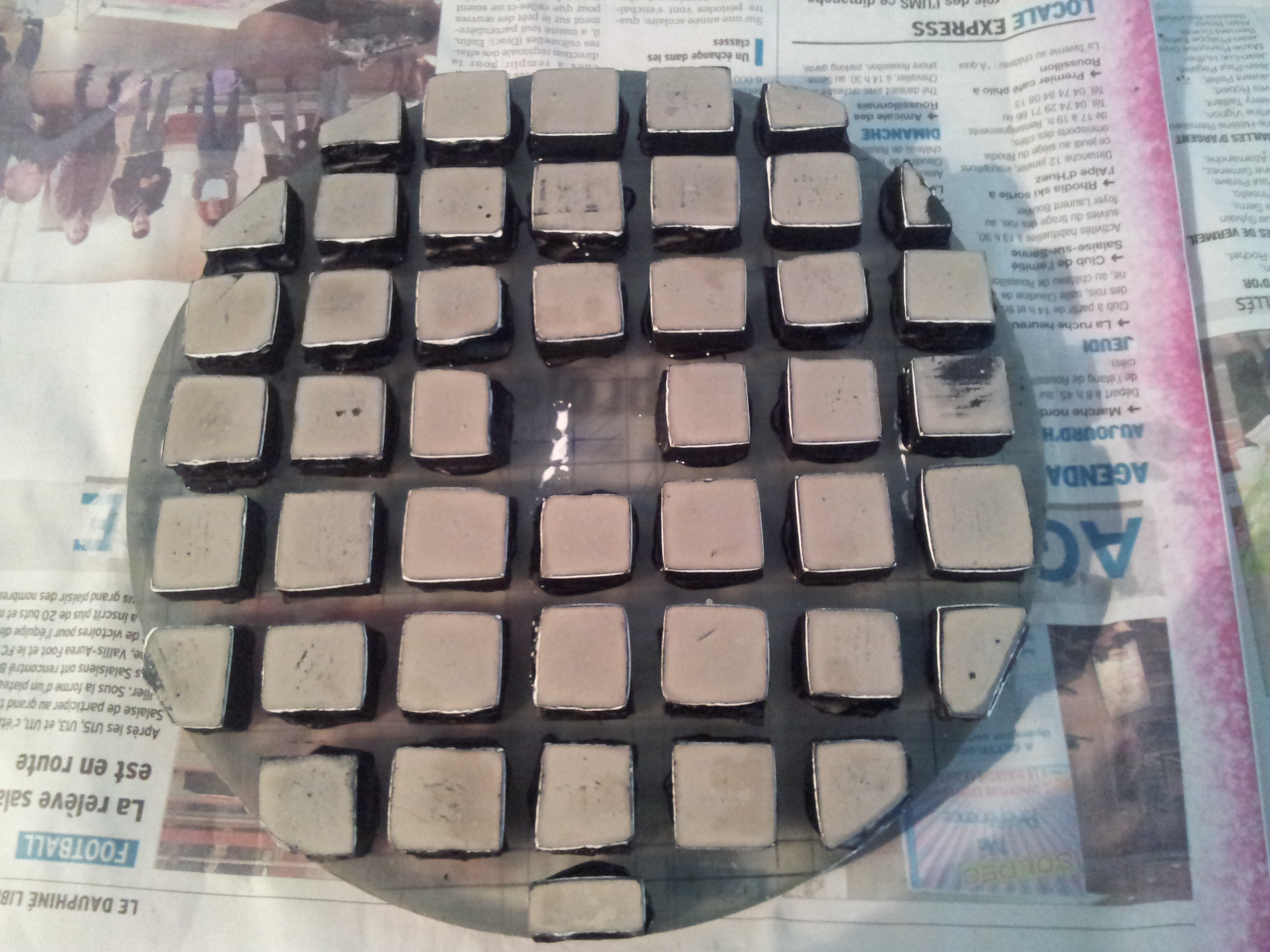
C’est parti on ressort tout le nécessaire de travail…ça faisait longtemps que je n’avais plus revue ma table à polir ! Une journée complète est consacrée à la mise en place de tous les éléments et du nettoyage méticuleux de l’atelier. J’opte pour de la poix neuve, je recycle l’ancienne après filtrage en poix chargée qui sera peut être utile. Nettoyage des outils, inspection du miroir (du gris du gris du gris …au centre et au bord), mise en place du molleton et des divers outils. Coulage d’une poix plutôt dure, mon atelier est froid mais je compte bien finir dans une pièce plus tempérée donc j’anticipe. Le moule à poix en silicone est le bienvenu…collage à l’ancienne à la bougie de 45 carrés de poix de 20x20x12 Constat : la poix c’est toujours aussi salissant, cassant et pénible à mettre en place.
28/12/2013
Premier pressage de l’outil, les carrés se mettent à niveau sauf un résistant après trois pressages et re-taillages tout semble parfait. Mes pressages sont efficaces je commence le travail sans aucunes saccades sensibles outils dessus. 1h de travail miroir dessus W 1/3 + 30min +15min de travail outil dessus les carrés sont affaissés, j’arrive à réaliser des séchées en régime eau uniquement et quelques crissements vite calmés par un coup de pinceau de blanc crémeux. Le gris est parsemé sur le bord le centre dispose d’une belle couronne de 5mm de largeur en bordure de trou central …la conduite à tenir est miroir dessus et augmenter légèrement le déport latéral.
29/12/2013
Prise de température de l’atelier : 12° !!! horreur mais pour enlever le gris on va faire avec je passe ensuite dans un labo plus tiède ! pressage 10′ – 1h de travail diminution sensible du gris sur le centre du miroir disparition complète sur le bord externe. Travail 1/3 W miroir dessus déport latéral augmenté à 1/5 au lieu de 1/6. Blanc crémeux à clair : je dispose deux pots avec des dosages différents . A ce jour 2h45 de travail + (4h il y a fort longtemps) soit 6h45 ; les 8h et plus seront nécessaires, on est bien dans la description conforme du CTAII.

L’outil de poix a 3h de travail (poix mi dure, local froid)
30/12/2013
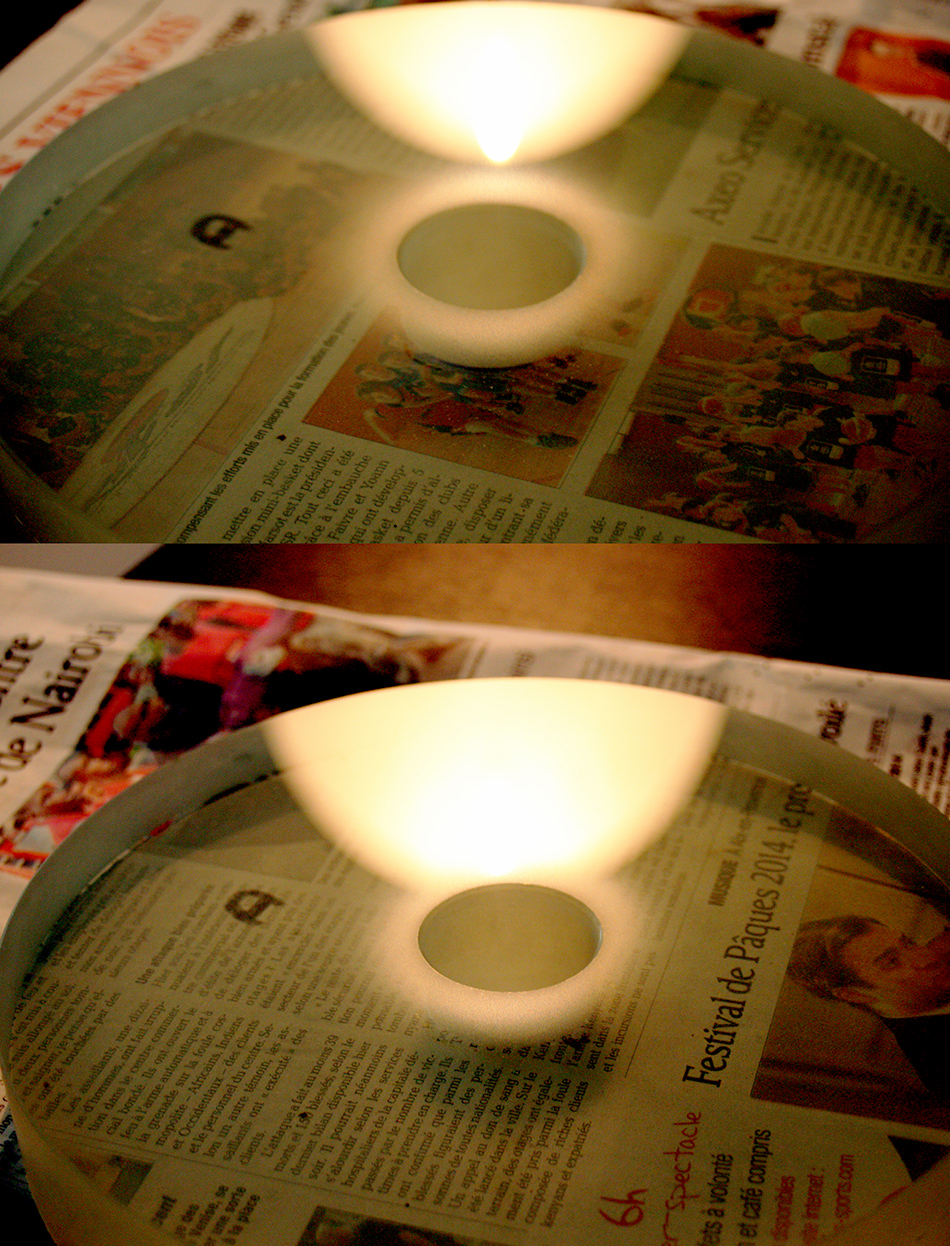
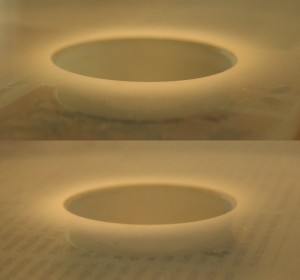
Retour dans un local à température de 19° la poix est bien imprégnée de blanc ce qui me permet d’enchainer deux heures de polissage dans de bonnes conditions miroir dessus. Pressage de routine puis, je charge en blanc et réalise de temps à autre une séchée eau pure. Le centre du miroir « dégrise » lentement le reste de la surface est éclatant sous une ampoule de 60W. 8h45 de polissage sur ce cassegrain.
Texereau me rassure je cite : "Un tout petit miroir travaillé rationnellement ne demande guère que quatre heures de polissage
pour donner toute satisfaction avec les moyens de contrôle courants, mais un temps double ne suffit pas d'ordinaire avec un de 20 centimètres."
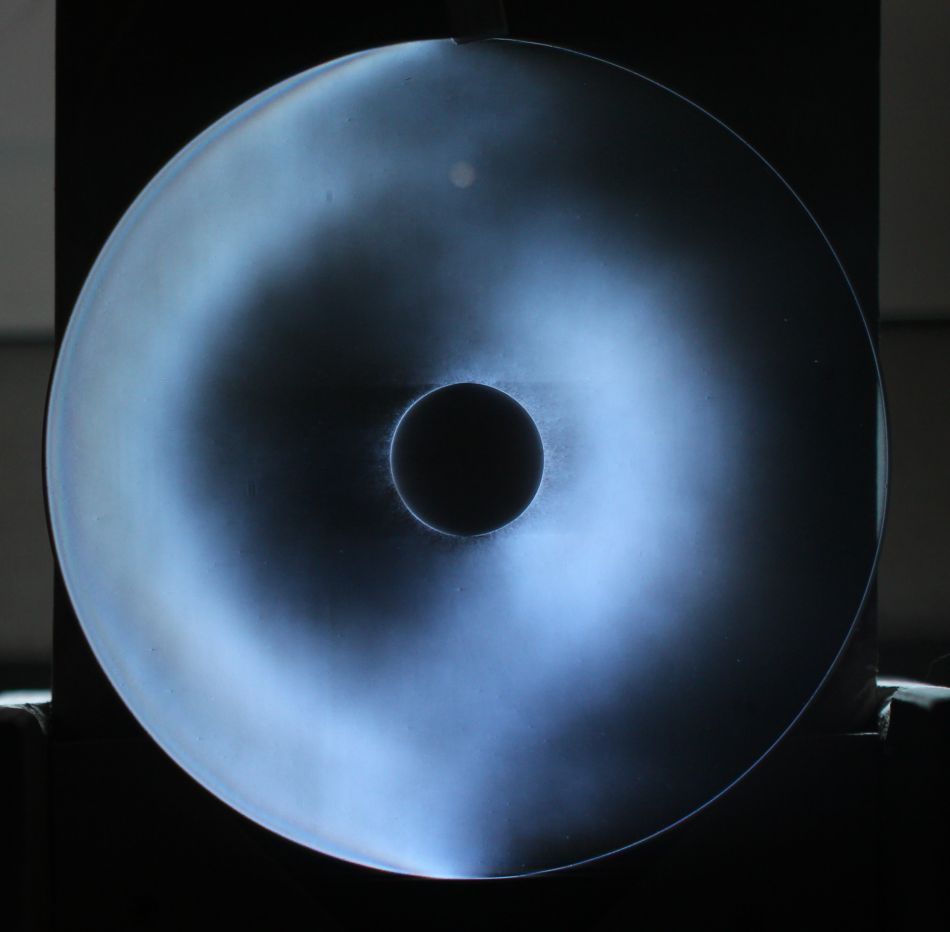
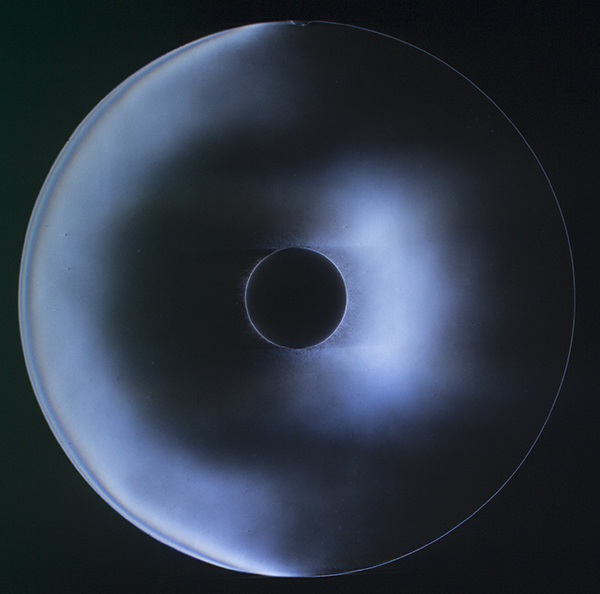
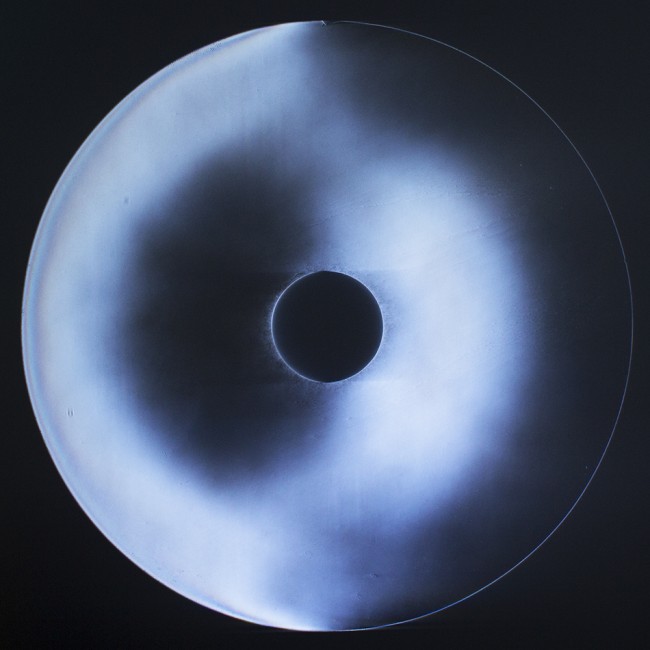
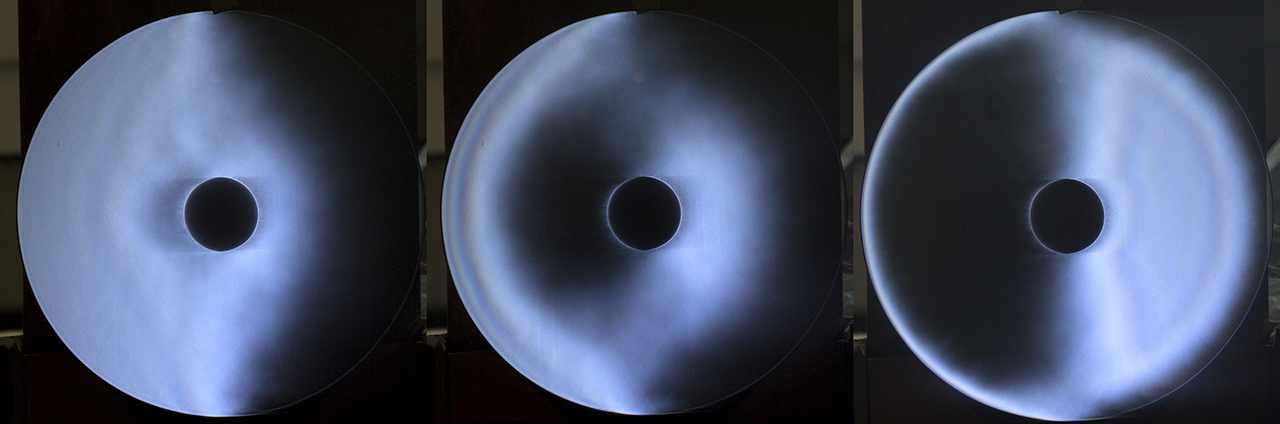
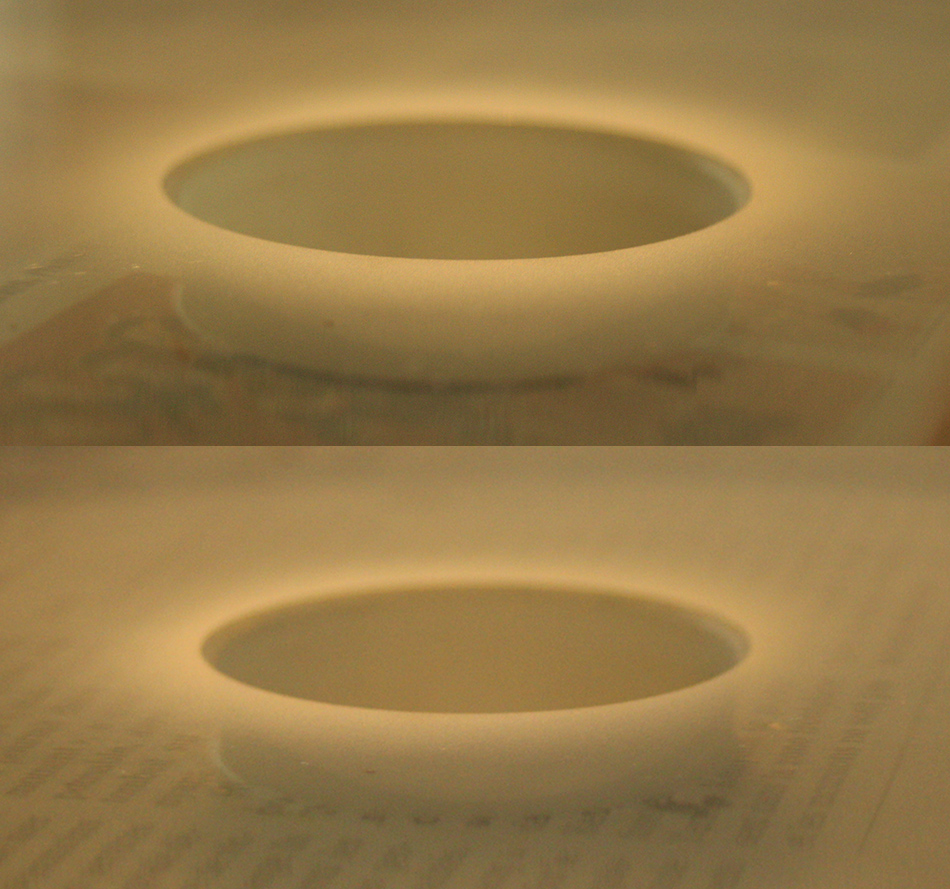
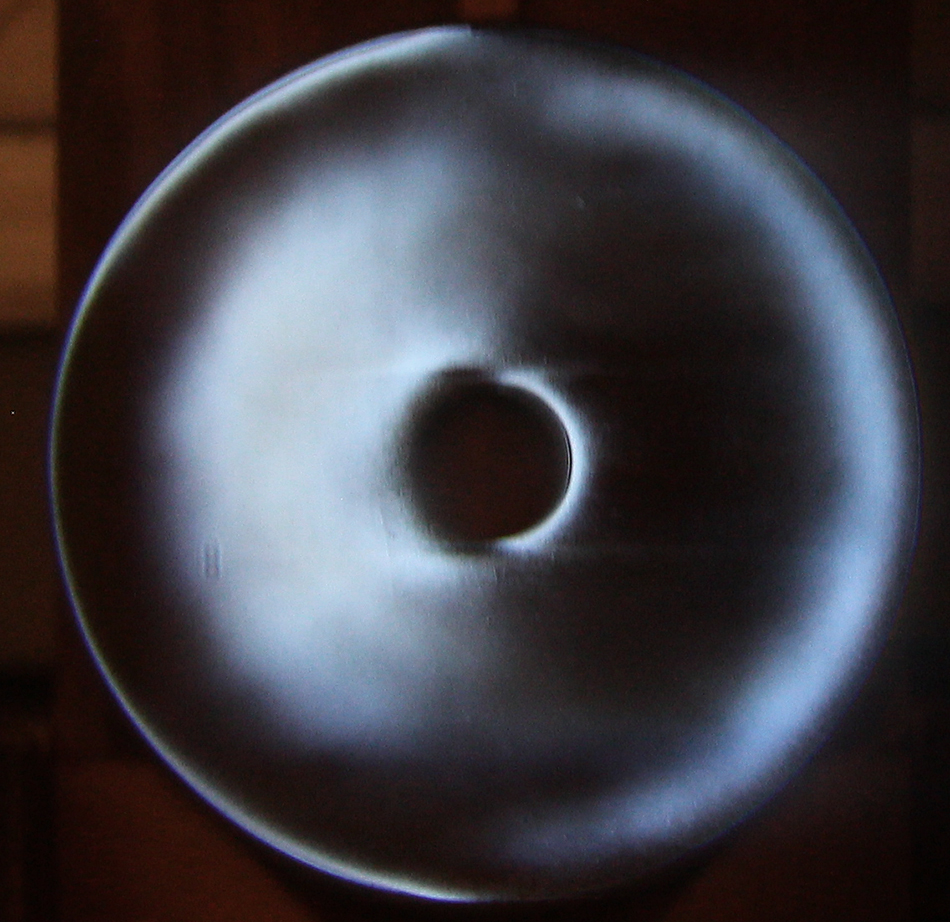
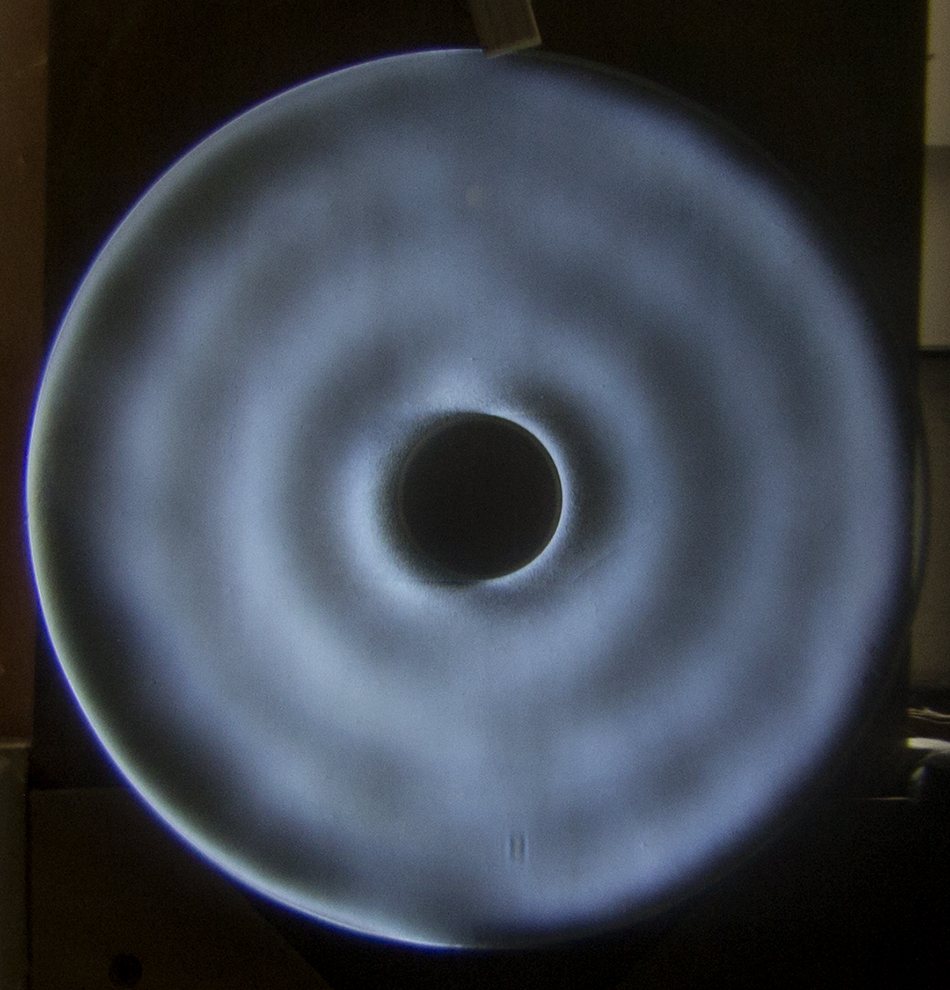
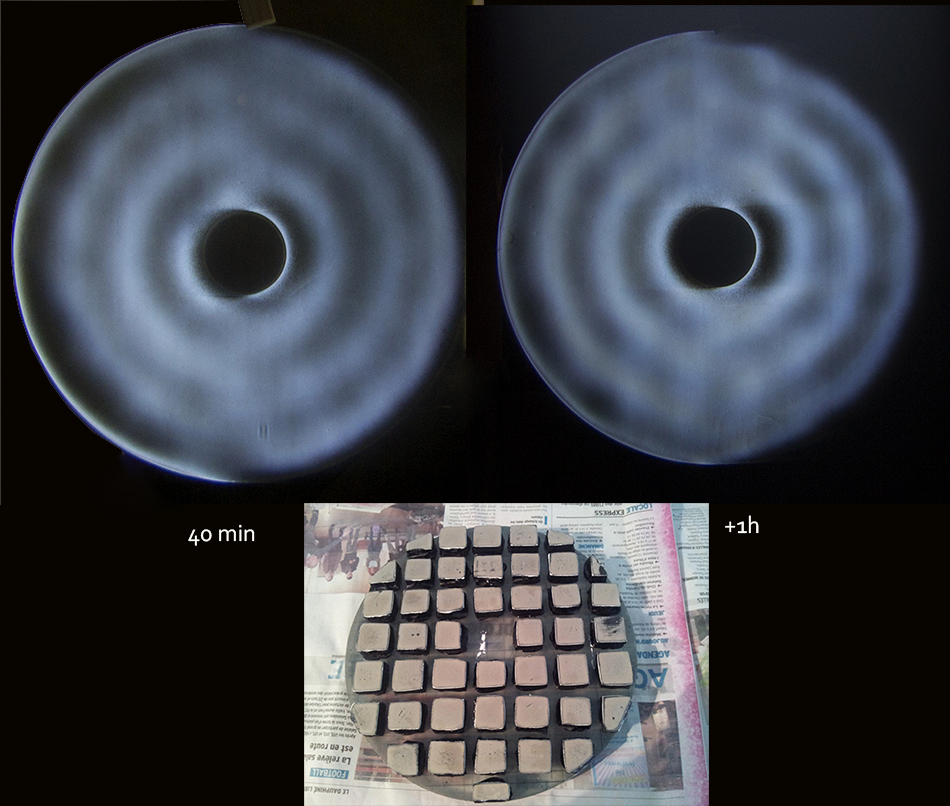
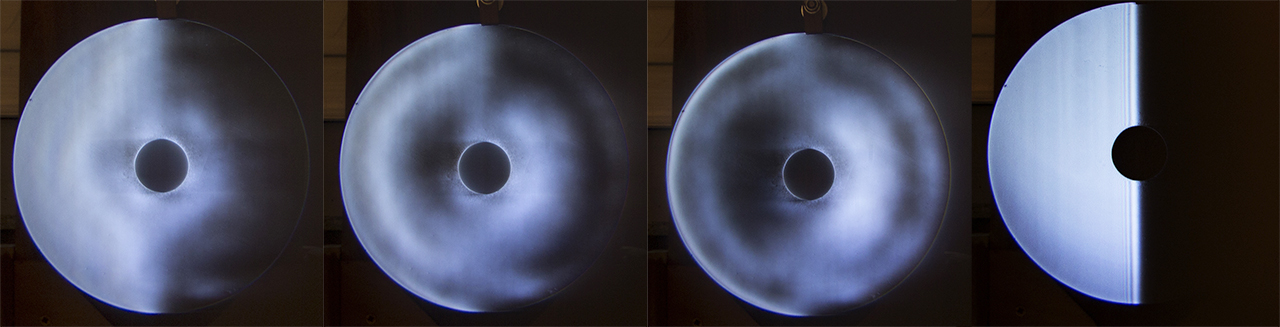
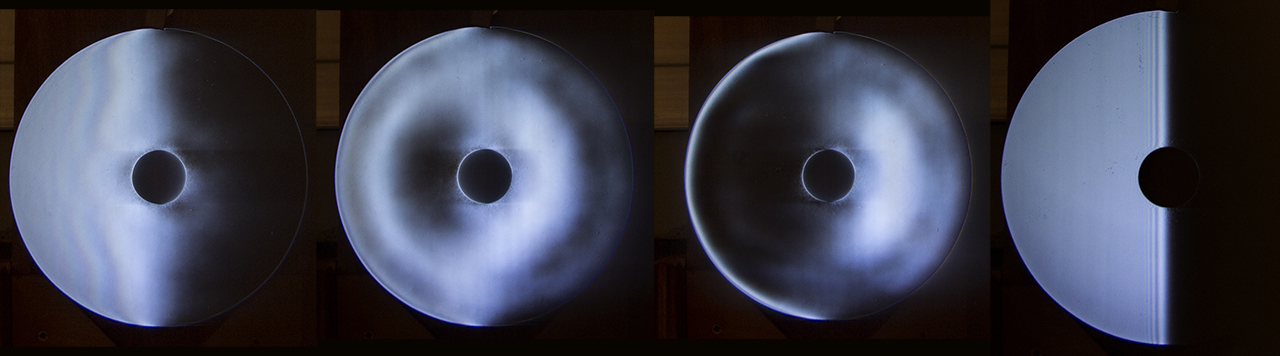
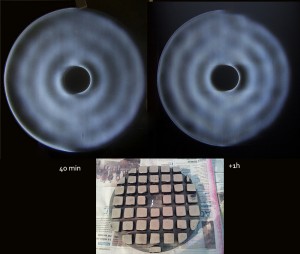
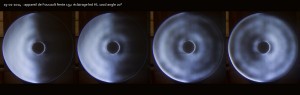
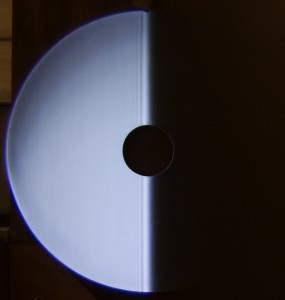
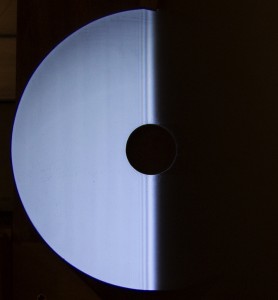
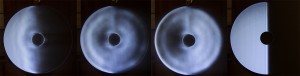
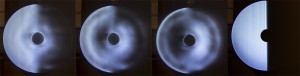
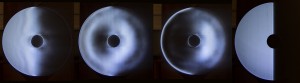
Les images suivantes sont réalisées à une heure d’intervalle de travail. La luminosité de la deuxième image est augmentée. On remarque que le gris est toujours présent mais plus clairsemé signe de la diminution des piqures de gris ! Trou central de 35 mm donne l’échelle
Respectivement 7h et en dessous 8h de travail
31/12/2013
Pressage tiède 10 min Miroir dessus lest de 10kg Travail W 1/3 et 1/6 en latéral strict.
Donc 2 x 1h de polissage au blanc très crémeux et eau pure. La surface commence vraiment à être propre : plus de gris au bord perceptible à l’oeil nu (on verra sous la source lumineuse du test Foucault). Le centre progresse de façon exponentielle.
10h45 de polissage total.
Travail supplémentaire estimé 2-3h environ, ce qui laissera le temps d’avoir un outil hyper chargé en blanc et régulier au possible pour attaquer une bonne parabolisation. Perfectionniste il vaut mieux …continuer à polir d’autant que miroir dessus le fin bord rabattu est rare !
Passons au jour de l’an et sa trêve… Bonne année (à miroir), santé, bonheur !
02/01/2014
Pressage tiédi 10min environ, 2h de polissage : le poli est correct l’image d’une ampoule de 60W est éblouissant sauf sur un résidu central de 2mm de large. Je vais donc poursuivre le travail de suppression de cette couronne. Retaillage des carrés.
03/01/2013
Travail de 1h ; pressage (tiède) de 15min et début du travail dans la foulée…De plus en plus motivant à mesure que l’on se dirige vers la parabolisation.
Retaillage de l’outil. Le contact est bien gras entre le miroir et l’outil les carrés en fin de séchée sont très lisses et imprégnés de blanc. Je peux pousser de plus en plus des séchées à l’eau pure ou très peu troublées de blanc.
Voir ici l’avancement du travail
Nous sommes vendredi je suis pressé mes congés se terminent …je compte travailler le soir pour la parabolisation courant semaine suivante si possible !
04/01/2013
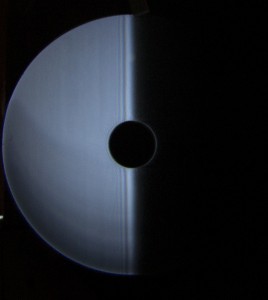
Après avoir ajouté 2h30 de plus je passe au premier coup de Foucaultmètre…
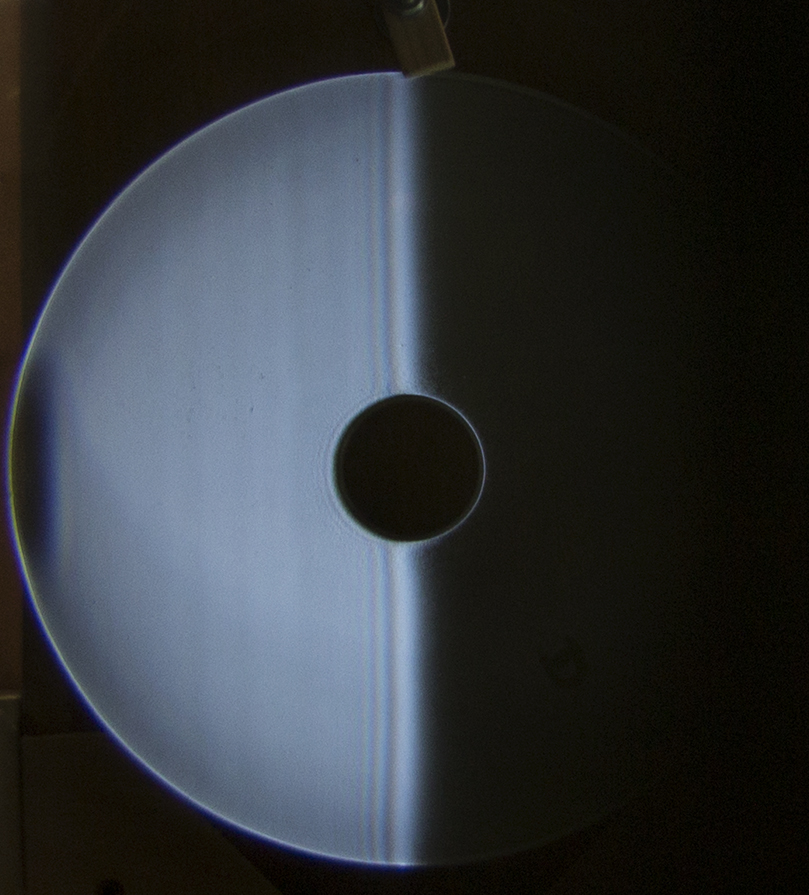
Foucaultgramme avec led HL blanche + diffuseur alimenté en 3V fente de 20µ.

Me voila donc avec une belle ellipse sous corrigée mais avec un bord de trou central rabattu …
05/01/2014
Pressage 10min puis outil dessus courses 1/3 avec appui franc sur le centre de l’outil. Un travail de 30 min permet de réaliser le test que je souhaite afin de ne pas détruire tout le travail …
Je contrôle donc un infime résidu de gris visible au « Foucault », la forme, et surtout l’état de surface (mamelonnage).
06/01/2014
Travail outil dessus 1/3 W
2 x 30 min : Ellipse !
Pas de pb de mamelonnage visible.
Pose de 0,8″ iso 800 F5.6:50mm
07/01/2013
Rognage des carrés très affaissés. Le travail ne progresse plus et l’outil est fortement mal en point.
11/01/2014
Après réalisation d’un nouvel outil




Le travail repart pour 30 min outil dessus 1/3W
12/01/2014
50 min de courses 1/3 ramènent progressivement le miroir vers la sphère malgré des zones qui traduisent la mise en forme de l’outil neuf : 1mm de tirage estimé entre le centre et le bord.
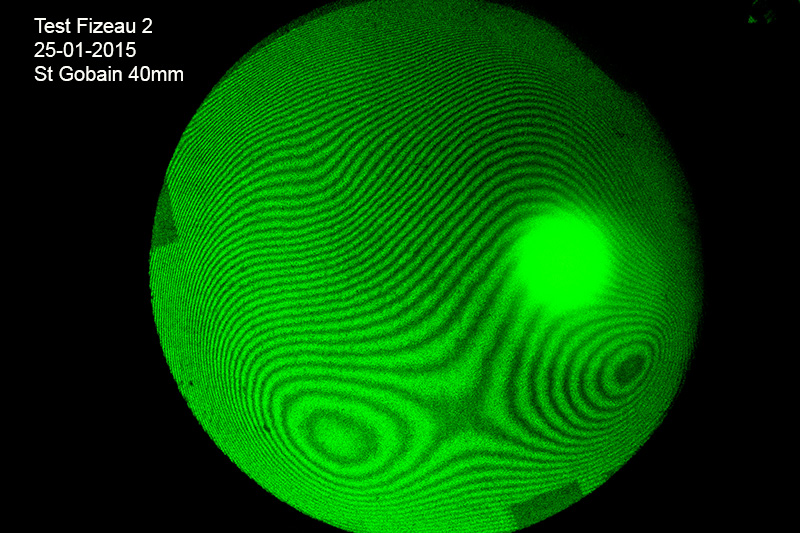
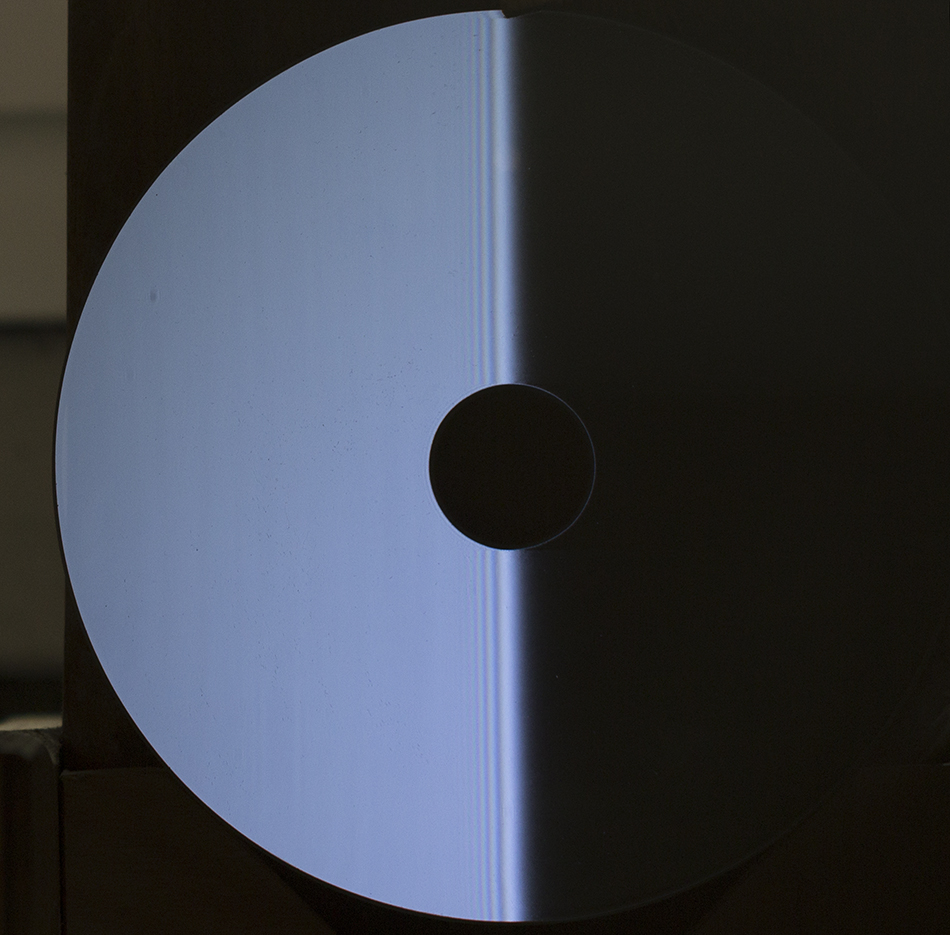
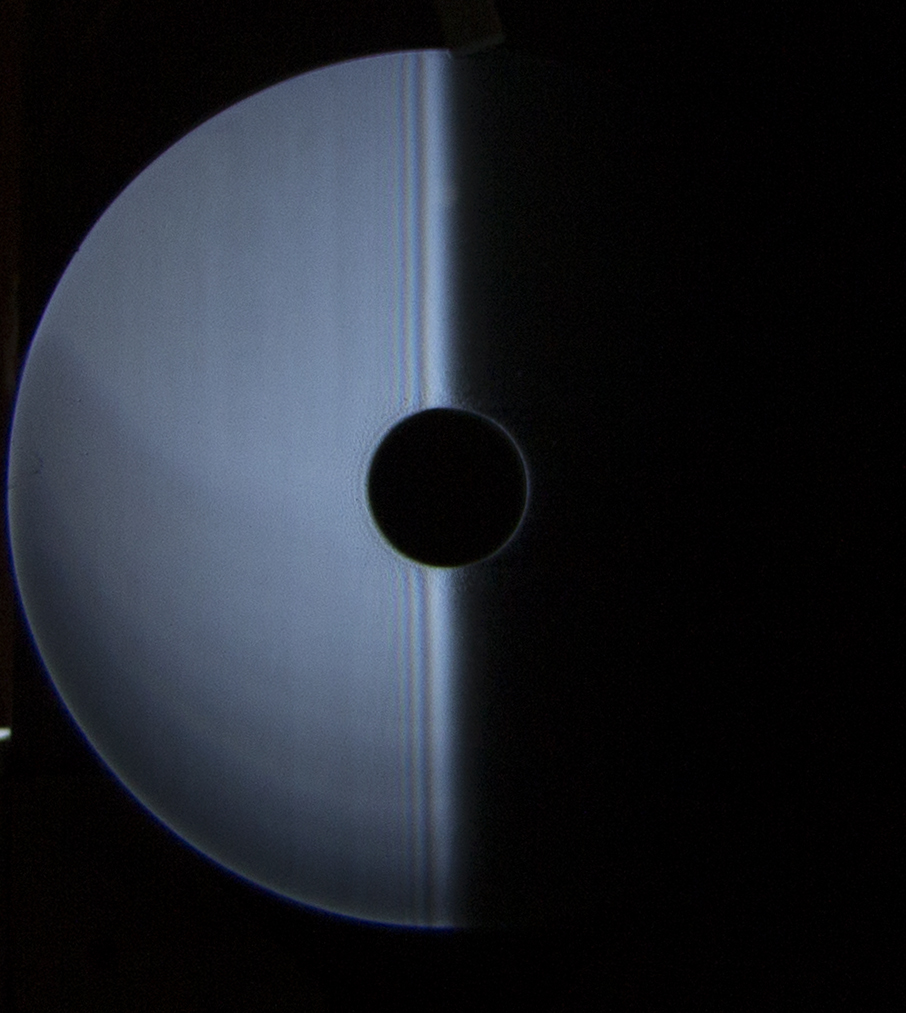
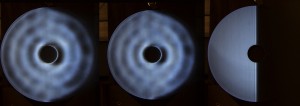
Foucaultgramme effrayant on peut remarquer une trace de sortie de séchée ! Mais la forme générale est complètement lissée.

Les franges laissent apparaitre un bord extérieur plat et un bon rabattu central mais beaucoup moins prononcé que auparavant.

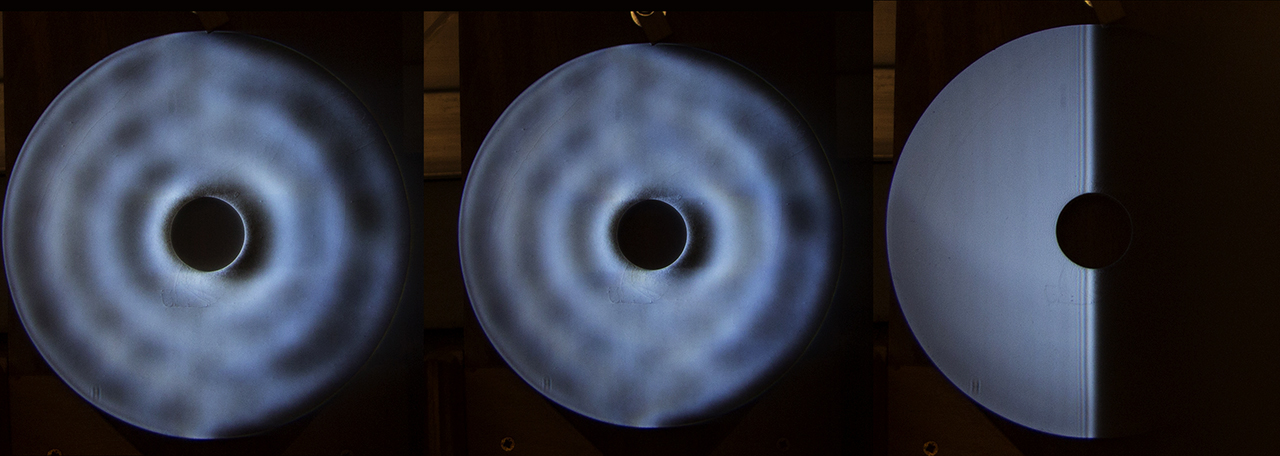
40 min plus tard 

Etat de surface plus propre mais zonage en couronne

Les franges sont plus rassurante sur les efforts de travail.
+1h
Il y a un problème soit de pressage soit de régime de poix : je pose donc les « armes » et réfléchi sérieusement à ma problématique (sachant que l’outil est neuf et seulement 2h de polissage).
Je n’ai quasiment plus de rabattu sévère aux franges
14/01/2014
Le temps total « frise » les 21h de polissage.
1h 1/3W OD
Reprise du travail après un pressage avec poix réchauffée, je note une atténuation générale de la forme mais toujours ces défauts zonaux en couronne. L’instabilité m’empêche de réaliser un Foucaultgramme propre ce jour… à suivre pour les images.
16/01/2014
Foucaultgrammes enfin possibles
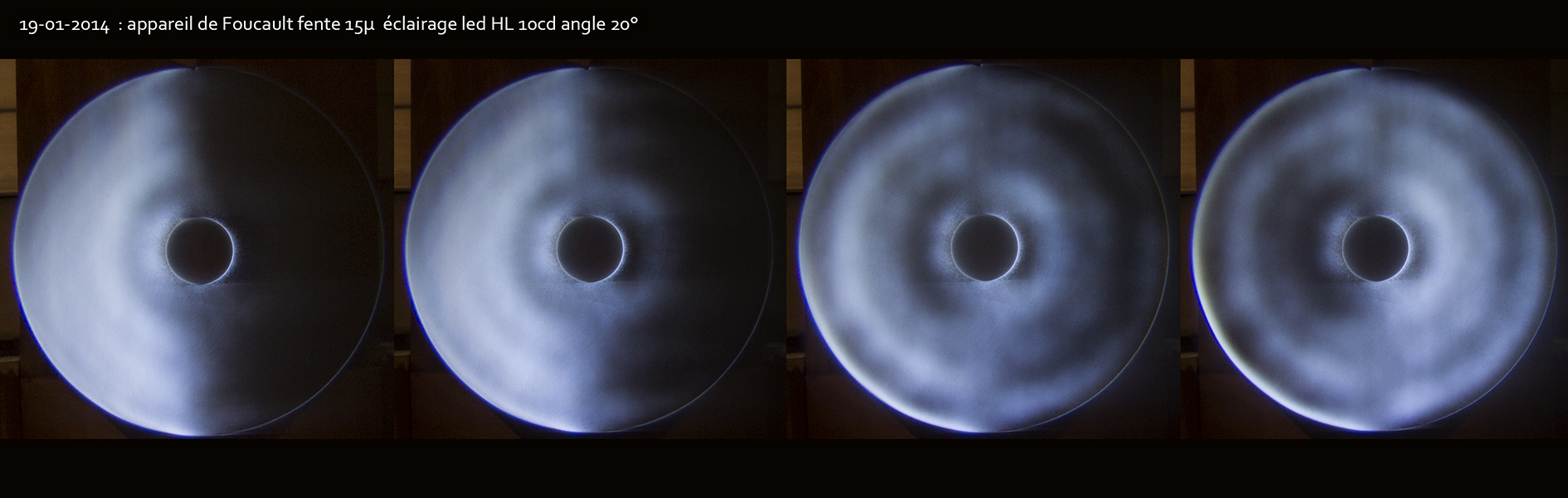
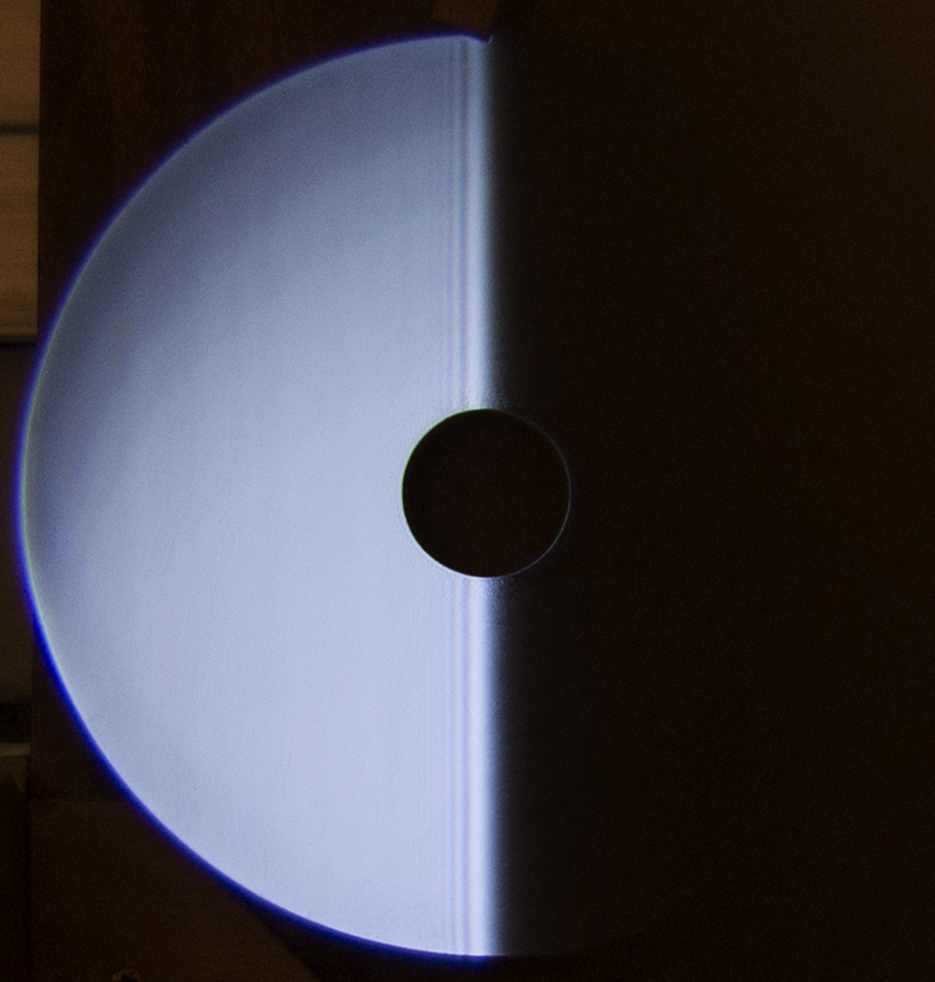
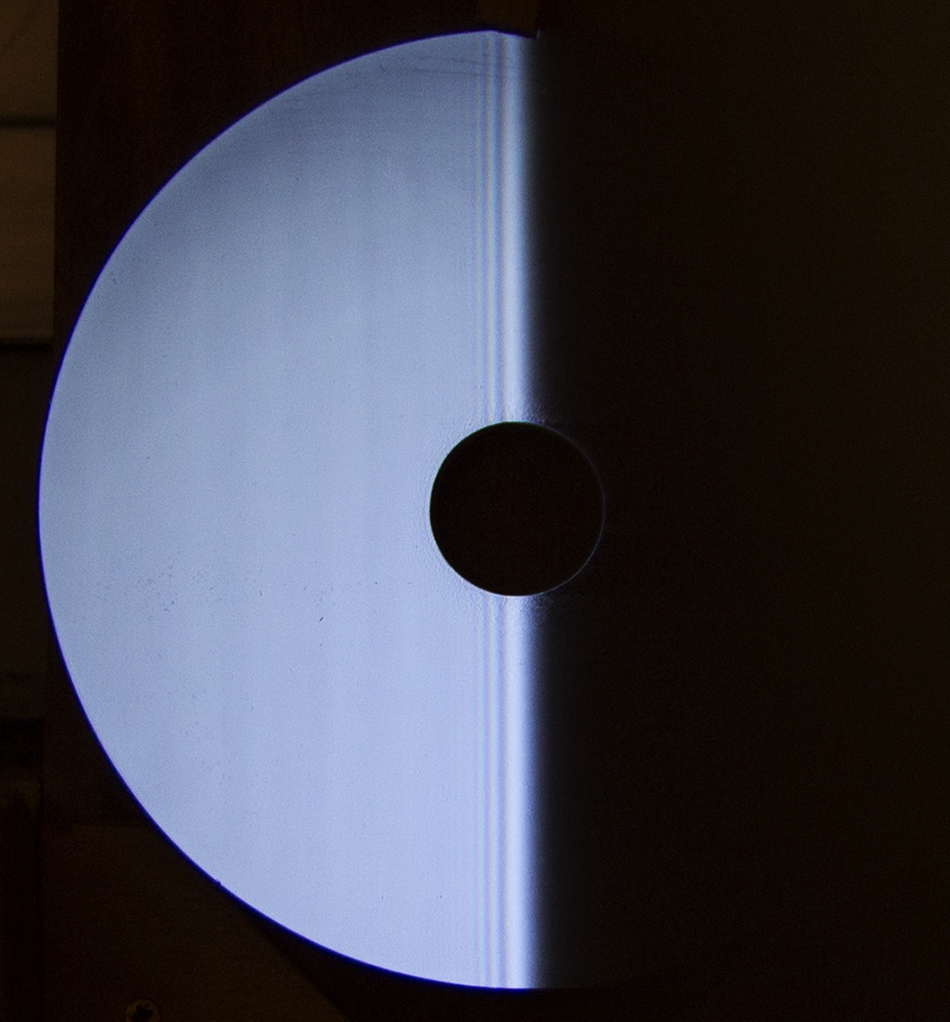
19/01/2014
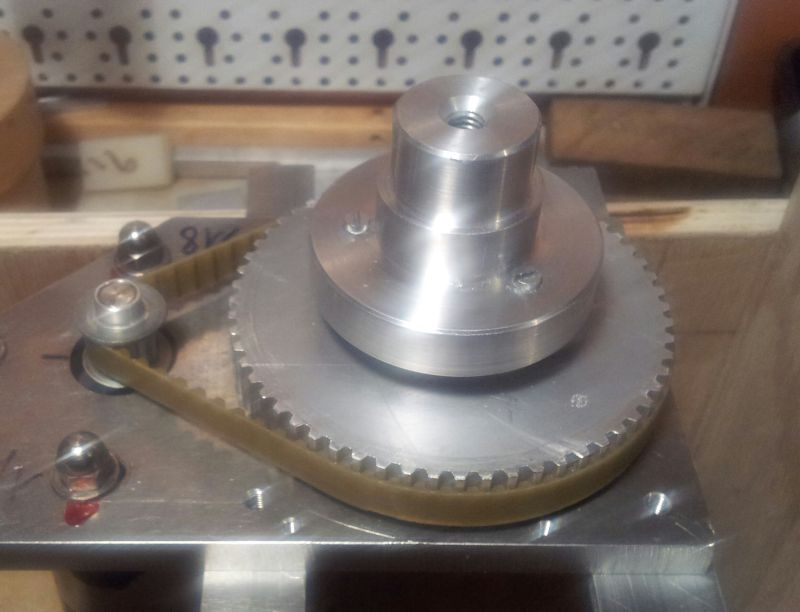
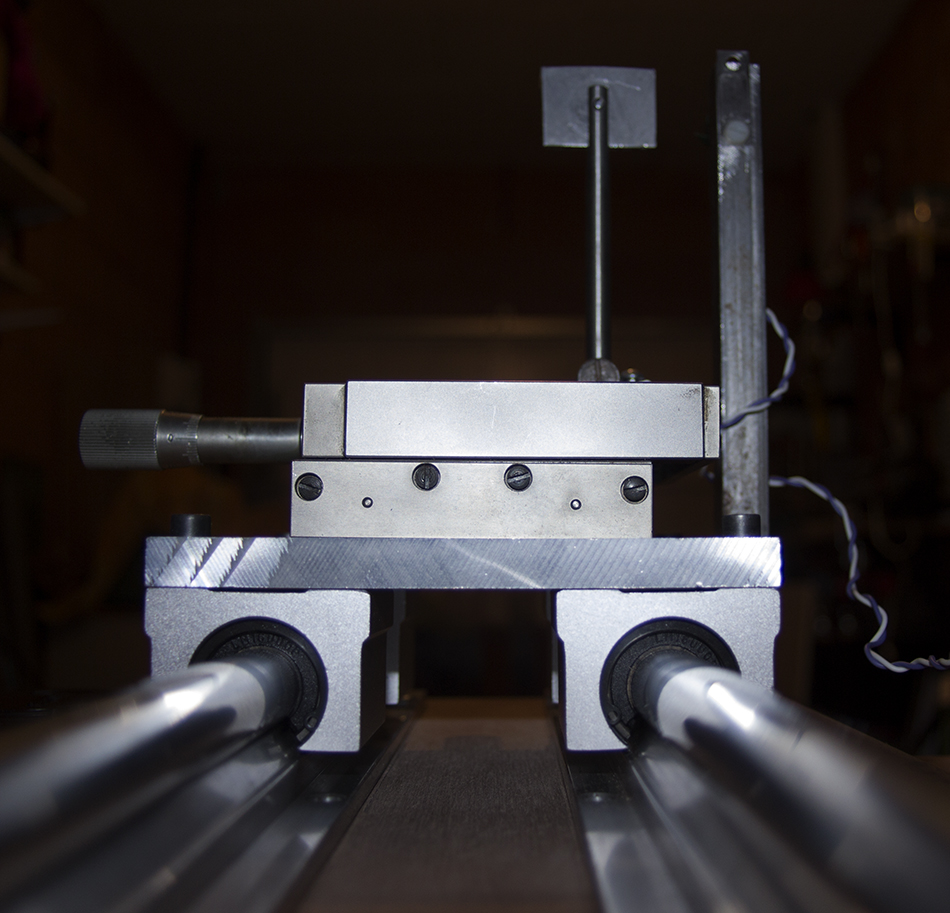
Amélioration de l’appareil de Foucault, wire test, caustic, Lyot etc …
Les rails de 16 sont approvisionnés chez « cnc4you »
La source est conservée en led 10cd angle 20° fente de 15µ.
1h M/O (par convention miroir dessus) et O/M (outils dessus par convention).
30′ M/O pressage chaud de 15min (O+M tiédis dans l’eau à 30°), retaillage des carrés.
40′ M/O la physionomie change course légèrement >1/3D 1/4D
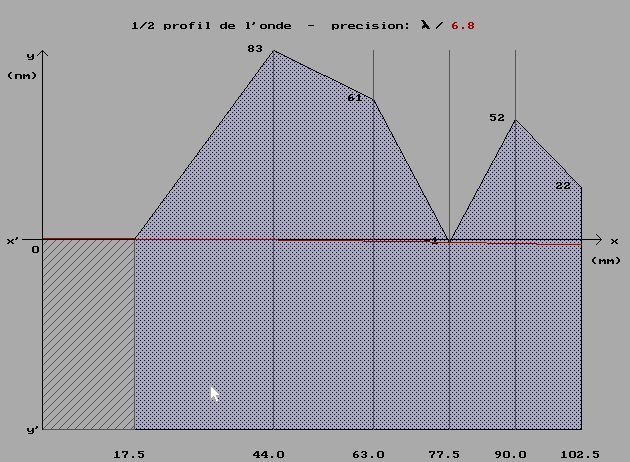
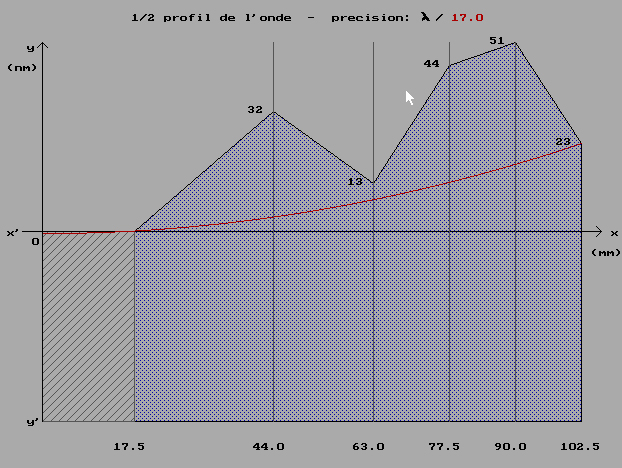
Voici un foucaulgramme sur le tirage général du centre au bord, puis les franges intra-focales.
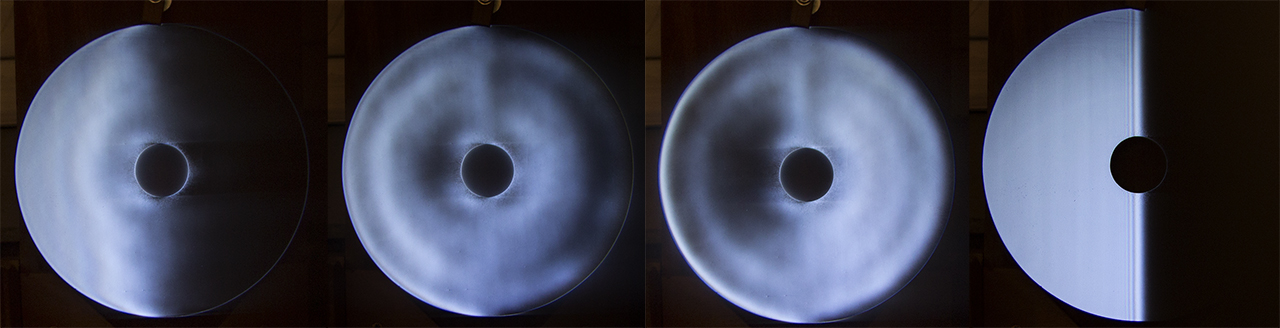
20/01/2014
15′ M/O régime de blanc très entretenu
30′ O/M blanc clair
La forme générale est adoucie le centre est beaucoup moins surélevé , le zonage en couronne est lissé. .L’aspect des ombres est moins contrasté. Je continue ce travail la prochaine fois pour une durée de 1h
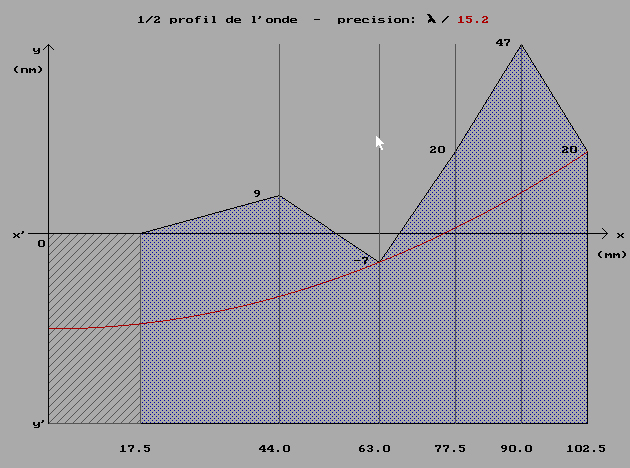
26/01/2014
Pressages de la journée 15min avec M et O réchauffés.
1ere session 20min O/M 20min M/O
2ème session 30min O/M tirage =0.8mm
3ème session 45 min O/M tirage =1.2mm
Voici les foucaultgrammes comparatifs.
29/01/2014
O/M 30min W1/2D pour entame de parabolisation…
Résultat mitigé le tirage progresse peu ainsi que la forme.
31/01/2014
Je décide de pratiquer les courses normales de parabolisation de Texereau (4/5D). Le tirage prends 1mm d’emblée avec 10min de travail, je surveille les bords attentivement, je rogne soigneusement les carrés affaissés et saillants. Poix pas trop molle. Pressage seulement avec miroir tièdi 15min.
01/02/2014
Même travail que le 31/01 le tirage progresse mais la forme est beaucoup plus adoucie et régulière le travail M/O se sent et régularise l’ensemble. Tirage de 3mm soit près de 75% du total à atteindre. Je réalise l’écran de Couder définitif à 5 zones.
Le programme de réduction des donnée sous Windows 7 est mis à jour.
Je rédige un nouvel article intitulé : parabolisation !